Technische Daten

1. ROHRBİEGEN
Der Vorgang des Änderns der Richtung der Materialien in die gewünschte Richtung als heiß und kalt wird als Biegen bezeichnet. Beim kalten und heißen Biegen treten Formänderungen an den Biegestellen der Materialien auf.
Der Biegeprozess kann an Kupfer, Eisen, Aluminium und anderen Materialien vom Materialtyp durchgeführt werden, wodurch sowohl Zeit als auch Kosten gespart werden.
Das Biegen von Rohren wird durch verschiedene Qualitätsfaktoren beeinflusst. Während des Produktionszeitraums sind die Methode, das Wissen und die Fähigkeiten des Arbeiters, die Beherrschung der Maschine, die Materialart und -merkmale, die Eignung des Materials für die Maschine und die auszuführenden Arbeiten, die Kompetenz der Maschine und Umweltfaktoren die Faktoren, die die Qualität beeinflussen.
2. Rohrbiegemethoden
Bei Rohrbiegeprozessen kann eine Vielzahl von Methoden angewendet werden. Die Auswahl der am besten geeigneten Biegemethode zum Biegen hängt jedoch von der Art des Materials und dem gewünschten Biegestil ab.
2.1.Biegen mit Dorn
Beim Biegen des Dorns greifen die Backen nach dem Platzieren des Rohrs für den Biegevorgang das Rohr mit der Biegematrize. Bei der Biegematrize wird das Rohr im Radius der Matrize gebogen. Wenn das Biegen des Dorns und des Löffels verwendet wird, werden bei Biegungen mit einem geringeren Radius eine bessere Qualität und dünnere Wandstärke sowie bessere Ergebnisse erzielt.
2.1.1.Manuelle Halbautomatische Rohr und Profilbiegemaschine

Es kann bevorzugt werden, wenn eine kleine Anzahl von Rohren pro Tag gebogen wird (zwischen 25 und 50 pro Tag). Es handelt sich um eine halbautomatische Maschine. Das Biegen des Rohrs wird von einem Motor bereitgestellt, während der Verwendung ist jedoch eine Unterstützung des Bedieners erforderlich. Es ist keine sehr kostspielige Maschine. Es ist die einfachste Dornrohrbiegemaschine.
2.1.2.Halbautomatisches Biegen (hydraulisches Biegen)

Rohrbiegemaschinen werden mechanisch, hydraulisch und elektrisch hergestellt. Hydraulische Rohrbiegemaschinen arbeiten mit Öldruck. Diese Maschinen haben zentrale Biegeformen, die für den Durchmesser des zu biegenden Rohrs geeignet sind. Biegeformen werden nach Ellbogen- und Brückenbiegungen hergestellt.
2.1.3.NC-gesteuerte Rohrbiegemaschine

Es ist eine Maschine mit drei Kolben. Neben dem hydraulischen Anziehen befindet sich hinten ein hydraulischer Dorn.
2.1.4.CNC Biegen

CNC-Biegemaschinen arbeiten ähnlich wie andere Methoden. Der Unterschied besteht darin, dass Servoantriebe den Abstand zwischen der Kurve und der Kurvenoberfläche steuern. Das Fördersystem gehört zur Standardausrüstung. Die Bewegung und Reihenfolge der Biegevorrichtung, der Teiledatenspeicherung und anderer Teile wird automatisch vom Computer gesteuert. Der Bediener bringt das Rohr an der Maschine an, drückt den Startknopf, die Maschine biegt das Rohr, der Bediener nimmt das Rohr von der Maschine und die gleichen Vorgänge werden erneut ausgeführt. Bilder der zu biegenden Rohre werden vorbereitet und auf dem Computer im Bedienfeld hochgeladen Es wird mit den erforderlichen Befehlen bedient.
CNC-Rohrbiegemaschinen, mit denen präzise Biegungen durchgeführt werden, biegen dasselbe Stück in verschiedenen Winkeln und Größen.
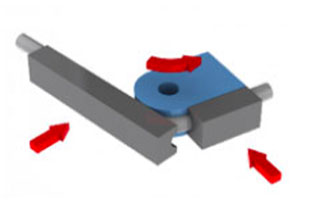
2.2.Druckbiegen
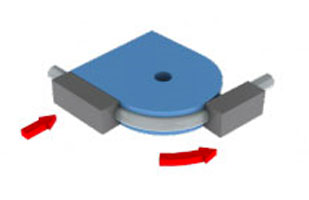
Das Kompressionsbiegen hat Eigenschaften in der Nähe des Biegedorns. Es besteht aus einer Biegematrize und einem Backensystem. Es hat auch ein Gleitteil. Es wird verwendet, um den Biegeradius zu erhalten. Es ist nicht für andere Biegevorgänge geeignet.
2.3.Drücken Sie Biegen
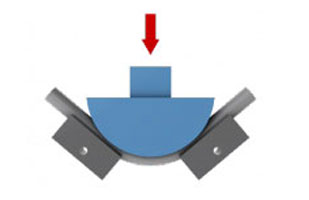
Bei dieser Biegung wird nach dem Einsetzen des Rohrs der Biegeradius durch Einstellen von 2 Kompensatoren entsprechend dem in der Abbildung gezeigten Radiusblock bestimmt. Der Radiusblock von oben kann manuell oder durch Anpassung des Hydrauliksteuersystems betätigt werden. Bei diesem Biegen wird das Rohr nicht von innen abgestützt. Das Biegen wird verwendet, um eine dicke Wand und einen breiten Biegeradius zu erhalten. Es ist nicht für andere Biegevorgänge geeignet.
2.4.Drei Rollenbiegen
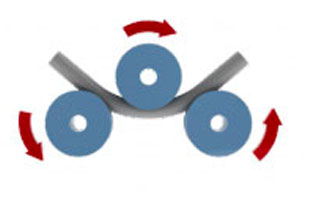
Die Rollen sind in Form einer Pyramide angeordnet, die obere Rolle kann mittels eines Einstellhebels nach oben und unten eingestellt werden. Die unteren Rollen werden motorisch angetrieben und mit den Vorwärts-Rückwärts-Wickelpedalen betätigt. Gebogene Biegungen werden mit der Profilbiegemaschine hergestellt.
EINIGE TEILE, DIE ZUM ROHRBIEGEN VERWENDET WERDEN
1.1.ROHR UND PROFIL
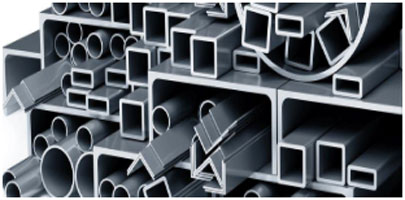
In der Rohrbiegemaschine können verschiedene Rohre und Profile wie Stahl-, Eisen-, Aluminium-, Kupferrohre gebogen werden. Die Biegematrize ist die Ausrüstung, auf die das Rohr während des Biegens gewickelt wird.
2.2.BIEGEFORM

Es ist das Grundmaterial, das das Biegen des gewünschten Rohrs / Profils ermöglicht. Die Biegeform verhindert Verformungen und stellt sicher, dass die gewünschte Biegung auf die am besten geeignete Weise perfekt erzielt wird. Der Durchmesser außerhalb der Biegeform entspricht dem Radius des zu biegenden Rohrs.
– Die Form hat einen Außendurchmesser.
– Die Form erhält ihre allgemeine Form entsprechend der Eigenschaft des zu biegenden Rohrs.
– Gemäß den Standards der Maschine werden die Lochkeilnut und die Befestigungsstelle für die feste Backe geöffnet.
– Befestigungslöcher werden so gebohrt, dass die Form mit einer festen Backe montiert werden kann.
Konstruktionsschritte zum Biegen der Matrize :
3.3.FESTER KIEFER

Die feste Backe ist eine Formausrüstung, die als Klemme (Festziehen des Rohrs) fungiert und verhindert, dass das Rohr beim Biegen verrutscht. Sie ist an der Biegeform montiert.
4.4.BEWEGLICHER KIEFER
Es komprimiert das Rohr während des Biegens des Rohrs und stellt das Rohr zum Biegen bereit. Es verhindert das Verrutschen der Form.
5.DORN

Dorn ist eine Formausrüstung, die die Ausbreitung des Rohrs, das das Rohr verputzt hat, vom Außendurchmesser verhindert, indem es während des Biegens des Rohrs im Rohr und in der Biegemitte bleibt. bewegt sich frei. Bälle können nach der Twist-Transaktionsberechnung addiert und subtrahiert werden.
Wenn der Durchmesser des Dorns gleich dem Lochdurchmesser des Rohrs ist, passt der Dorn leicht fest oder bleibt hängen. Daher sollte der Durchmesser des Dorns kleiner sein als der Lochdurchmesser des Rohrs.
6.SCHLİTTEN

Es ist der Teil, der sich zusammen mit dem Rohr bewegt, indem er sich während des Biegevorgangs auf das Rohr stützt. Er trifft die Reaktionskraft des Rohrs auf die Rohrbiegekraft. Der Schieber unterstützt das Rohr beim Biegen. Er hält den Dorn in Ausrichtung.
7.LÖFFEL
Der Löffel ist eine Rohrbiegevorrichtung, die verhindert, dass sich das Rohr verformt, indem das Innenteil während des Biegens abgestützt wird. Die Verwendung eines Löffels sorgt für Glätte bei dünnen und dicken Rohr- / Profilbiegungen. Die Verwendung eines Löffels verhindert diesen Fehler beim Biegen des Rohrs.